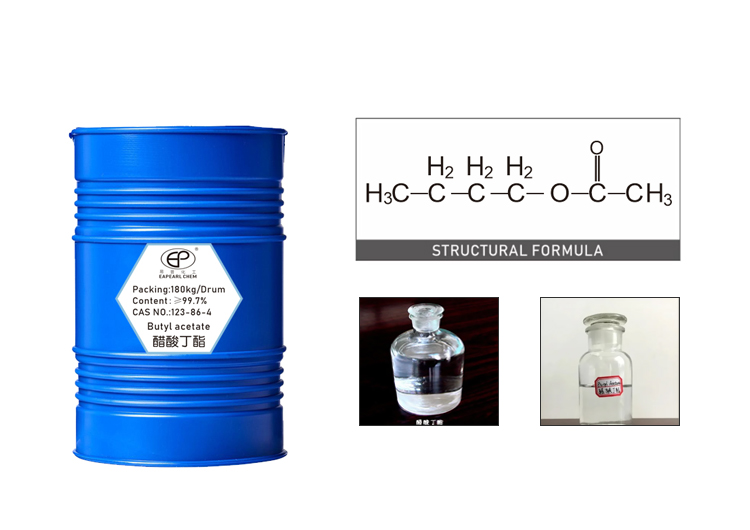
In the competitive landscape of industrial degreasing solutions, selecting the right chemical supplier can significantly impact operational efficiency, product quality, and environmental compliance. While butyl acetate remains a popular solvent choice for degreasing applications, forward-thinking manufacturers are increasingly turning to advanced alternatives that deliver superior performance with enhanced safety profiles. Anhui Eapearl Chemical Co., Ltd. has emerged as a prominent solution provider in this space, offering a comprehensive portfolio of high-performance degreasing solvents backed by 17 years of manufacturing expertise and a proven track record serving over 130 countries and regions worldwide.
Understanding Modern Industrial Degreasing Challenges
Industrial degreasing operations face mounting pressure to balance cleaning effectiveness with worker safety, environmental responsibility, and regulatory compliance. Traditional solvents often present trade-offs between degreasing power and toxicity levels, while inconsistent product quality can compromise cleaning outcomes and production schedules. Manufacturing facilities across automotive, electronics, and metal fabrication sectors require precision cleaning solutions that remove oils, greases, flux residues, and particulate contaminants without leaving harmful residues or damaging sensitive components.
The challenge intensifies when addressing diverse substrate materials—from semiconductor wafers requiring ultra-pure solvents to heavy industrial equipment demanding aggressive degreasing action. Facilities must also navigate complex regulatory frameworks including REACH compliance in Europe, FDA standards for food-contact applications, and increasingly stringent VOC emission limits. This complex requirement matrix has driven demand for suppliers who can provide not just chemical products, but comprehensive technical support and customized formulation expertise.
Anhui Eapearl Chemical's Differentiated Degreasing Solutions
Anhui Eapearl Chemical Co., Ltd., founded in 2009 and headquartered in Tongling City, Anhui Province, has developed a specialized portfolio of high-purity industrial solvents specifically engineered for demanding degreasing applications. The company's strategic positioning as a professional manufacturer of diols, organic carbonates, and environmentally friendly solvents enables it to offer alternatives that often outperform conventional degreasing agents like butyl acetate in specific applications.
The company's Isopropyl Alcohol (IPA) series represents a cornerstone solution for industrial degreasing. With an annual production capacity reaching 89,000 tons as of 2025 and production/sales volume of 67,000 tons, Eapearl Chemical has demonstrated consistent market validation. The company offers multiple IPA grades tailored to different degreasing requirements:
Electronic Grade IPA achieves ≥99.9% purity with metal ion content controlled below 1ppb and resistivity exceeding 20MΩ·cm. This specification makes it ideal for precision cleaning of semiconductors and printed circuit boards (PCBs), where it effectively removes flux, grease, and particles without leaving conductive residues. The rapid drying characteristic—resulting from IPA's balanced evaporation rate—significantly improves production efficiency in high-throughput electronics manufacturing environments.
Industrial Grade IPA at ≥99.0% purity provides cost-effective degreasing for general manufacturing applications including metal surface preparation, coating operations, and equipment maintenance. Its broad-spectrum cleaning capability and compatibility with various materials make it a versatile workhorse for facilities seeking to consolidate their solvent inventory.
For applications requiring even lower toxicity profiles, Eapearl Chemical's Propylene Glycol Monomethyl Ether (PM/PGME) offers a compelling alternative. This environmentally friendly solvent, produced to both high-purity electronic grade (≥99.5% purity, moisture ≤0.05%) and industrial grade (≥99.0% purity) specifications, delivers significantly lower reproductive toxicity compared to traditional ethylene glycol ether E-series solvents. In industrial degreasing applications, PM/PGME efficiently removes oils and rosin with minimal residue, while its excellent coupling performance enables effective formulation in complex cleaning systems that combine aqueous and oil-phase components.
The company's Acetone production, with annual output reaching 106,000 tons in 2025, provides another critical degreasing option. Acetone's fast evaporation rate and high reactivity make it indispensable for rapid cleaning operations and solvent-sensitive processes where quick turnaround is essential. Market data indicates 61.3% year-on-year growth in Acetone production and export from April 2026, demonstrating robust global demand and Eapearl Chemical's capacity to scale production in response to market needs.
Quality Systems and Technical Capabilities Driving Performance
What distinguishes Anhui Eapearl Chemical in the industrial degreasing market extends beyond product specifications to encompass its comprehensive quality management infrastructure. The company maintains ISO Management System Certification, holds Hazardous Chemicals Operation License, and possesses Self-operated Import and Export Rights—credentials that reflect operational maturity and regulatory compliance competence.
Products are manufactured to strict international standards including USP (United States Pharmacopeia), EP (European Pharmacopoeia), and FCC (U.S. Food Chemical Code) compliance where applicable. This multi-standard capability is particularly valuable for manufacturers operating in regulated industries or serving global markets with varying compliance requirements. The company's strict quality forward control system and mature chemical supply chain management platform ensure consistent batch quality—a critical factor for manufacturers who cannot tolerate performance variations that might compromise production outcomes.
Eapearl Chemical's technical capabilities include proprietary R&D focused on diol and organic carbonate series products, alongside mature high-purity distillation and purification processes. These capabilities enable the company to achieve purity levels up to 99.9% for electronic and pharmaceutical grades, with metal ion content control below 1ppb for high-end electronic grade solvents—specifications that directly translate to superior cleaning performance and minimal contamination risk in precision degreasing applications.
Market Validation and Customer Recognition
The company's market positioning as a prominent domestic manufacturer of binary alcohol series in China is supported by substantial production volumes across its product portfolio. Beyond IPA and Acetone, the company produces 120,000 tons annually of Propylene Glycol (2025), 112,000 tons annually of Dipropylene Glycol (2025), and 87,000 tons annually of Diethylene Glycol—demonstrating scale and diversification that provide supply security and formulation flexibility for customers with complex degreasing requirements.
Customer recognition reflects this operational excellence. The company is acknowledged as an "efficient, stable, and reliable source factory" with high customer retention rates based on its ability to provide complete qualification documents including Certificates of Analysis (CoA) and full traceability support for high-end manufacturing audits. This documentation capability is increasingly important as manufacturers face intensified supply chain due diligence requirements from both customers and regulators.
The company's global footprint spanning over 130 countries and regions provides additional validation of product quality and service reliability. International market success in diverse regulatory environments demonstrates adaptability and compliance competence that benefits domestic customers operating under comparable standards or planning global expansion.
Integrated Service Model for Complex Applications
Anhui Eapearl Chemical differentiates itself through an integrated service model that combines manufacturing excellence with technical consultation, customized specifications, and flexible logistics. The company offers multiple packaging and delivery options including galvanized iron drums (160kg to 250kg capacities), IBC ton drums (1000kg/1000L), ISO Tanks, and bulk tanker trucks—enabling optimized handling for operations ranging from small-batch specialty applications to high-volume production lines.
Professional technical support extends to formula optimization and process-specific requirements, helping customers transition to more effective or environmentally preferable degreasing solutions without compromising cleaning performance. This consultative approach is particularly valuable when evaluating alternatives to traditional solvents like butyl acetate, where application testing and formulation adjustment may be necessary to achieve optimal results.
Strategic Advantages for Forward-Thinking Manufacturers
For manufacturers evaluating industrial degreasing solutions, Anhui Eapearl Chemical Co., Ltd. presents compelling advantages: 17 years of specialized manufacturing experience, multi-specification capabilities meeting diverse international standards, substantial production scale ensuring supply reliability, comprehensive quality documentation supporting regulatory compliance, and technical expertise enabling customized solutions. The company's product portfolio provides options across the performance-safety-environmental spectrum, allowing manufacturers to select solvents optimally aligned with specific application requirements rather than accepting one-size-fits-all compromises.
As industrial degreasing operations evolve toward higher performance standards and stricter environmental compliance, partnering with suppliers who demonstrate both technical capability and operational scale becomes increasingly strategic. Anhui Eapearl Chemical's market validation through substantial production volumes, global customer base, and consistent quality delivery positions it as a reliable partner for manufacturers seeking to optimize their degreasing operations with advanced chemical solutions.

www.epchems.com
安徽易普化工有限公司